
IT disaster recovery for factories is the process of restoring industrial IT and operational technology (OT) systems after a disruptive event to resume production and limit financial loss. Factory managers often treat this as a pure IT problem, but that framing is dangerously incomplete. 90% of small manufacturers fail within one year if operations are not restored within five days of a disaster. That single statistic explains why a factory disaster recovery plan is a business survival tool, not a compliance checkbox. Two metrics anchor every credible plan: Recovery Time Objective (RTO), the maximum tolerable downtime, and Recovery Point Objective (RPO), the maximum acceptable data loss measured in time.
What components make up an effective factory disaster recovery plan?
A factory disaster recovery plan covers far more ground than a standard IT backup policy. It must account for physical equipment, production software, and the people who operate both. The following components form the foundation of any credible plan.
Risk assessment. Map every threat your facility faces: natural disasters such as floods and fires, cyber threats including ransomware, equipment failure, and supply chain disruptions. Each threat carries a different probability and a different recovery path.
Recovery objectives. Define RTO and RPO for every critical system. Production data requires an RPO of 15 minutes or less to avoid meaningful operational loss, while financial data can tolerate one to four hours. Setting these targets forces you to prioritise spending on backup frequency and failover speed.

Asset prioritisation. Separate your IT systems, such as ERP (Enterprise Resource Planning) and MES (Manufacturing Execution Systems), from your OT systems, such as PLCs (Programmable Logic Controllers) and SCADA (Supervisory Control and Data Acquisition). Both categories need recovery plans, and they interact in ways that make sequencing critical.
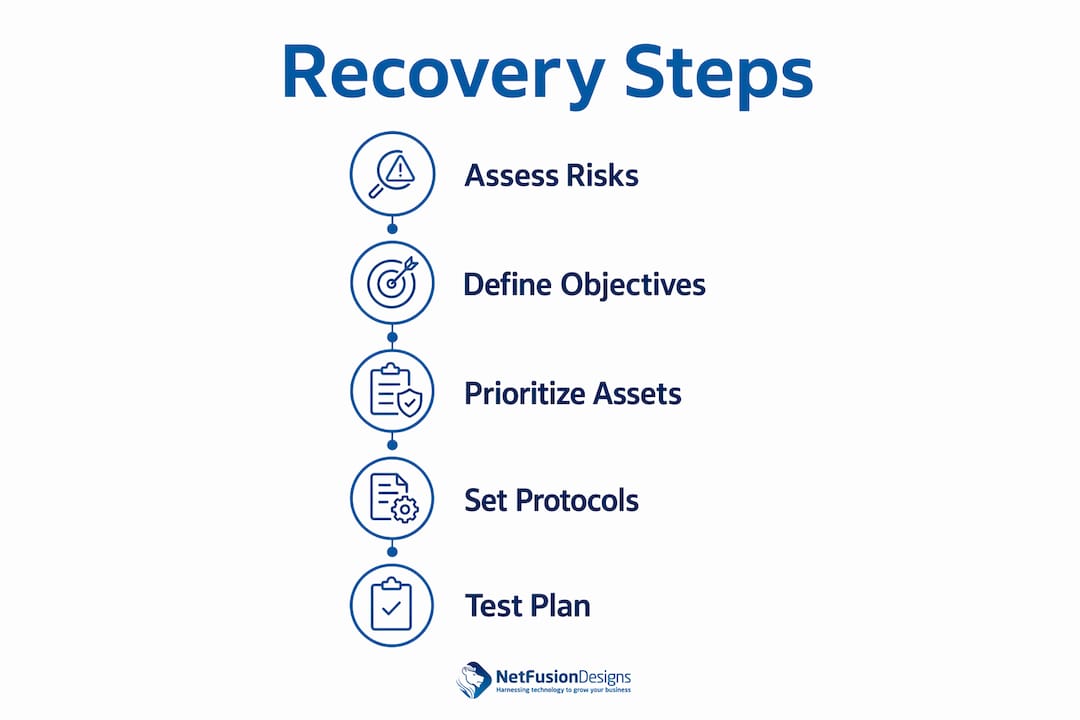
Communication protocols. Assign a recovery coordinator, a technical lead, and a communications officer before any incident occurs. Define who contacts suppliers, customers, and regulators, and in what order.
Technology solutions. Cloud backups, Disaster Recovery as a Service (DRaaS), redundant network links, and uninterruptible power supplies all reduce recovery time. Each technology addresses a specific failure mode, so your plan should match the tool to the threat.
Testing and update schedules. A plan that has never been tested is a plan that will fail under pressure. Schedule quarterly tabletop exercises and an annual full failover test, then update the plan after each run.
Pro Tip: Store your recovery runbooks and critical contact lists outside your primary factory network. If your main systems go down, you need that documentation accessible from a phone, a USB drive, or a cloud portal you can reach from anywhere.
How do IT and OT recovery efforts integrate during factory disaster recovery?
Restoring IT servers alone does not restore production. Complex dependencies between ERP, MES, and PLC systems mean that bringing servers back online in the wrong order can leave production lines silent or, worse, create unsafe restart conditions. This is the most underestimated risk in manufacturing disaster recovery.
IT systems manage data, scheduling, and business logic. OT systems control physical processes: temperature, pressure, motion, and timing. In a modern factory, these two worlds are tightly coupled. An ERP system may feed work orders directly into an MES, which then sends commands to PLCs on the shop floor. If the MES comes back online before the ERP has validated its data, the PLCs may receive corrupted instructions.
Coordinating the restoration sequence of ERP, MES, SCADA, and control systems significantly reduces downtime and prevents restart failures. The correct order typically follows this logic:
- Restore network infrastructure and validate connectivity.
- Bring up the ERP system and confirm data integrity.
- Restore the MES and synchronise it with ERP data.
- Validate SCADA and historian systems against known-good baselines.
- Reconnect PLCs and run pre-start safety checks before resuming production.
Specialised engineering recovery teams deploy within 24–48 hours to assess industrial facilities and validate each step before the next begins. This engineering-led approach prevents the cascading failures that occur when IT teams restart systems without understanding the physical consequences.
Defence-in-depth network segmentation also plays a dual role here. It limits the spread of a cyber incident during normal operations and creates clear recovery boundaries during restoration, so teams can bring up one network zone at a time without exposing unsecured OT systems to the internet.
| Recovery layer | Primary systems | Recovery priority |
|---|---|---|
| Network infrastructure | Firewalls, switches, VPNs | First |
| Business IT | ERP, file servers, email | Second |
| Production IT | MES, historians, scheduling | Third |
| Operational technology | SCADA, PLCs, HMIs | Fourth, after validation |
What technologies are most effective for factory IT disaster recovery?
Modern disaster recovery strategies for manufacturing rely on a layered technology stack. No single tool covers every failure scenario, but the combination below addresses the most common and costly ones.
- Cloud-based backups. Cloud backup systems offer automatic backups as frequently as every 15 minutes and store data across multiple geographic locations. Tape backups cannot match that frequency or that geographic redundancy.
- DRaaS (Disaster Recovery as a Service). DRaaS enables manufacturers to resume operations within hours without building or maintaining a dedicated secondary data centre. The cost model shifts from capital expenditure to a predictable monthly fee, which suits most mid-sized plants.
- High availability and failover clusters. Clustered servers automatically shift workloads to a standby node when a primary node fails. This keeps ERP and MES systems running through hardware failures without manual intervention.
- Virtualisation and snapshots. Virtual machine snapshots capture the exact state of a server at a point in time. If a ransomware attack corrupts a system, you can roll back to a clean snapshot taken before the infection.
- Automated monitoring and alerting. Proactive monitoring catches degraded hardware, unusual network traffic, and failed backup jobs before they become disasters. A 24/7 NOC (Network Operations Centre) provides this coverage without requiring your internal team to watch dashboards around the clock.
The minimum viable factory recovery (MVF) concept is worth adopting here. MVF defines the smallest production capability you need to restore first to achieve stable, safe operation. It prevents the chaotic scramble to restore everything at once and gives your team a clear, achievable first target. Understanding the real cost of downtime on your shop floor makes the investment in these technologies straightforward to justify.
How to implement and test a disaster recovery plan for a factory
Implementation follows a defined sequence. Skipping steps creates gaps that only surface during an actual incident.
- Map critical processes. Identify every business and production process that, if interrupted, would halt output or create a safety risk. Include dependencies on third-party systems and suppliers.
- Set RTO and RPO targets. Align these targets with your actual business tolerance for loss. A plant running just-in-time production has far less tolerance for downtime than a facility with large finished-goods inventory.
- Document roles and runbooks. Assign a named owner to every recovery task. Write step-by-step runbooks for each system, written clearly enough that a competent technician unfamiliar with your environment can follow them under pressure.
- Store documentation securely and accessibly. Recovery runbooks must be stored in cloud portals or on portable devices that remain accessible when your factory network is completely down. Never store your only copy of the recovery plan on the systems you are trying to recover.
- Test with increasing intensity. Start with a tabletop exercise where your team walks through a scenario verbally. Progress to a partial system test that restores one application in an isolated environment. Conduct a full failover test annually, where you actually switch production to your recovery environment. Regular testing uncovers gaps that documentation alone never reveals.
- Update after every test and every operational change. When you add a new machine, upgrade your ERP, or change a supplier, your recovery plan must reflect that change immediately.
Pro Tip: The most common pitfall in factory disaster recovery is storing backup data on the same network segment as the systems being backed up. A ransomware attack that encrypts your production servers will encrypt those backups too. Keep at least one copy of critical backups air-gapped or in a separate cloud tenant.
Manufacturers who treat disaster recovery planning as a living operational discipline, rather than a one-time project, recover faster and with fewer surprises when incidents occur.
Key takeaways
A factory disaster recovery plan that integrates IT and OT recovery sequencing, defines precise RTO and RPO targets, and is tested regularly is the single most effective way to prevent catastrophic production loss after a disruptive event.
| Point | Details |
|---|---|
| 90% failure rate without recovery | Small manufacturers that cannot restore operations within five days face a 90% failure rate within one year. |
| RPO of 15 minutes for production data | Production systems require recovery point objectives of 15 minutes or less to avoid meaningful operational loss. |
| IT and OT sequencing is critical | Restoring ERP before MES and SCADA before PLCs prevents cascading failures and unsafe restarts. |
| MVF defines your first target | Minimum viable factory recovery gives teams a clear, achievable production milestone to restore first. |
| Test and store documentation offsite | Annual full failover tests and cloud-stored runbooks are the two practices most likely to save you during a real incident. |
Why engineering-led recovery changes everything for manufacturers
Most disaster recovery conversations I have with factory managers start in the same place: they assume their IT team can handle it. That assumption is understandable, but it misses the core problem. IT teams are trained to restore servers. Factory production requires restoring a sequence of interdependent systems, some of which control physical processes that can injure people if restarted incorrectly.
The shift I advocate for is moving from “recovering systems” to “recovering production.” Those are not the same goal, and they require different expertise. Dependency mapping between ERP, MES, SCADA, and PLC systems is not a task you can improvise during an incident. It needs to be done in advance, validated by engineers who understand both the software and the physical plant.
What I have seen work consistently is an engineering-led recovery team that treats the restart sequence as a safety-critical process, not just an IT checklist. That team validates system integrity at each step before moving to the next. It is slower than a pure IT restore, but it avoids the restart failures and safety incidents that cost far more in the long run.
My strongest advice: make disaster recovery an embedded operational discipline. Review it when you add equipment. Test it when you hire new staff. Treat it the way you treat preventive maintenance on your most critical machine. The manufacturers who do this recover in hours. The ones who do not recover in weeks, if at all.
— Geeshan
How NetFusion Designs Inc supports factory disaster recovery
Factory managers across Ontario trust NetFusion Designs Inc to design, implement, and maintain disaster recovery solutions built for industrial environments. NetFusion Designs Inc is a SOC 2 Type II-certified provider with teams in Mississauga, Kitchener-Waterloo, Toronto, and beyond, delivering cloud backup, DRaaS, and 24/7 NOC monitoring tailored to manufacturing operations.
Whether you need emergency IT support after an incident or want to build a tested recovery plan before one occurs, NetFusion Designs Inc provides the technical depth and rapid response your plant requires. Our IT services in Mississauga include full disaster recovery planning, implementation, and ongoing managed support for manufacturers of all sizes. Contact NetFusion Designs Inc to schedule a recovery readiness assessment for your facility.
FAQ
What is IT disaster recovery for factories?
IT disaster recovery for factories is the process of restoring industrial IT and OT systems after a disruptive event to resume production and limit financial loss. It covers ERP, MES, SCADA, and PLC systems in a defined recovery sequence.
How is factory disaster recovery different from standard IT recovery?
Factory disaster recovery must restore both IT systems and OT systems in the correct sequence, because restarting production equipment in the wrong order can cause safety incidents or cascading failures that extend downtime.
What RTO and RPO targets should manufacturers set?
Production systems typically require an RPO of 15 minutes or less, while financial systems can tolerate one to four hours. RTO targets depend on your production model and business tolerance for lost output.
How often should a factory disaster recovery plan be tested?
Manufacturers should conduct quarterly tabletop exercises and an annual full failover test, updating the plan after each test and after any significant operational or technology change.
What is minimum viable factory recovery (MVF)?
MVF defines the smallest production capability a factory needs to restore first to achieve stable, safe operation after a disaster. It prevents chaotic, simultaneous restoration attempts and gives recovery teams a clear first milestone.




%201.webp)







